厦门阿米控技术有限公司
 第4年
第4年

 第4年
第4年 
第4年






键相器模块 2085-IQ16
键相器模块 2085-IQ16
键相器模块 2085-IQ16
-------------------------------------------------
厦门阿米控技术有限公司
侯典龙手机:18150117686
电话:0592-5856213
:2851195464
地址:厦门市思明区湖滨南路388号国贸大厦32楼D单元
-------------------------------------------------
****************************************************************************
厦门阿米控技术有限公司我们专注于驱动器/驱动器板,DCS和PLC;但是,我们还提供其他相关产品,例如,从接口和通信模块到电源,整流器堆栈,处理器,控制器等等的所有产品,我们的库存主要由停产的产品组成,但是我们会尽力提供新的工厂库存,直接从海外工厂购买的新的产品。
我们付出了更多努力以确保客户满意。我们希望您的机器或设备以运行。 我们在这里为您提供帮助。
随时给我们打电话寻求协助!您不要犹豫与我们联系
****************************************************************************
ASEA BROWN BOVERI 71F2-AE12F
ASEA BROWN BOVERI 71F2-BE13F
ASEA BROWN BOVERI 71F2-BE13J
ASEA BROWN BOVERI 71F2-AE13J
ASEA BROWN BOVERI M1F2-BE12F
ASEA BROWN BOVERI M1F2-CE12F
ASEA BROWN BOVERI M1F1-CE12J
ASEA BROWN BOVERI K1J1-AN1/RF
ASEA BROWN BOVERI XT2HU3100F66000XXX
ASEA BROWN BOVERI A63ST-84A1F
ASEA BROWN BOVERI T2H025BWU8
ASEA BROWN BOVERI 2TLA858001R9700
ASEA BROWN BOVERI XT4NE4100BFF000XXX
ASEA BROWN BOVERI XT4NE4125BFF000XXX
ASEA BROWN BOVERI XT4NE4225BFF000XXX
ASEA BROWN BOVERI XT4NE4250BFF000XXX
ASEA BROWN BOVERI XT4NU4250EFF000XXX
ASEA BROWN BOVERI XT4NU4225EFF000XXX
ASEA BROWN BOVERI XT4NE4160BFF000XXX
ASEA BROWN BOVERI XT4HU4150BJJ000XXX
ASEA BROWN BOVERI XT4HU4125BJJ000XXX
ASEA BROWN BOVERI XT2SU3125BBB0B0XXX
ASEA BROWN BOVERI A9SFX-51K6AAP
ASEA BROWN BOVERI AFN01B2-2R29
ASEA BROWN BOVERI L1N1-CQAJ8
ASEA BROWN BOVERI BP1250
ASEA BROWN BOVERI T2SQ100BW-4
ASEA BROWN BOVERI J1N1-CJD/EQ
ASEA BROWN BOVERI XT2HQ3100BFF000XXX
ASEA BROWN BOVERI XT4HU4040JFF000XXX
引言
随着棒材轧制线自动控制的不断提高,轧制速度越来越快,工艺要求也越来越高,实现轧制工艺的双线切分轧制后,成品包装成为棒材生产线的一个瓶颈问题。传统的包装台架,效率低下,自动控制程度低,几乎全是人工操作,已经不能适应快节奏的生产需要,因此提高成品包装的速度和改善成品包装的质量,成为整个轧制生产线亟待解决的问题。在实际的生产过程中,常常出现前面的轧线一切正常,却由于包装台架包装节奏慢,造成堆钢和堵钢,终制约前面所有的工序。
项目依据工艺的需要,结合生产的实际,采用成熟的自动控制技术,实现全自动控制。新的包装系统采用液压传动和机械传动相结合,辊道、链子等控制采用无触点开关柜和变频控制,现场采用接近开关和对射光电等检测元件,实现PLC逻辑控制,在操作台上实现画面监控、交接班记录、历史曲线、包装支数和适时报警等控制功能,同时实现自动称重功能。通过实践应用,采用自动控制技术的新包装台架,实现了自动计数,自动移钢,短尺剔除,钢捆称重,自动夹紧等控制工艺,从而结束了人力包装的时代,适应了快节奏的轧线生产要求。实践应用以来取得了明显的经济效益。
2 工艺流程
在棒材生产线,成品棒材经过冷床区域冷却,再经过冷剪定尺剪切,进入包装台架输入辊道控制区,从而进入包装台架区域。整个包装台架依据工艺划分为三个部分:入口区、中心区和出口区。下面对三个区域的工艺流程加以说明:
2.1入口区域
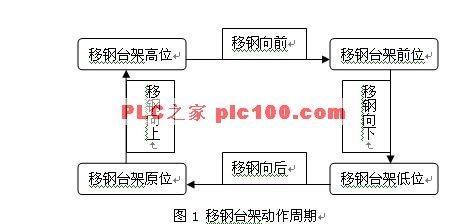
主要工艺说明:当钢进入包装台架,从辊道上由“移钢台架”移到和二级移钢链上,如果有短尺钢,当钢移到“短尺剔除辊道”上时,“剔除电磁铁”得电吸起标尺钢材,“剔除辊道”开动将短尺钢移到短尺辊道区域,再经“剔除翻钢”将其移走。入口区域结束。其中“移钢台架”的动作原理(如图1:移钢台架动作周期),从原位上升,前进,到前位,再下降到低位,后退到原位;“链”上可以设定把数(一般设计1-4把);在“二级链”的链轮上设定计数拨轮,用于准确计数,并且“二级链”具有高位和低位限位。
注释:在工艺控制部分,涉及到控制元件的术语加双引号,以利于理解和叙述。下同。
2.2中心区域
主要工艺说明:钢从入口区的“二级链”移到“三级链”,其中“三级链”由“液压马达”实现加速控制,使叠加的钢材在“三级链”上散开,确认钢材是否有短尺,同时确认钢材的支数;“三级链”把钢材移到“分
离臂”处,“分离臂”接近开关感应使“分离臂”上升,同时“分离轮”转动,把钢材移到“上收集臂”上,由对射光电判断“上收集臂”有钢;到一把的钢支数后,“下收集臂”上升,“上收集臂”下降,把钢移到“下收集臂”上,由对射光电判断“下收集臂”有钢,“下收集臂”下降,把钢放到“收集辊道”上,中心区结束。