




| 10.00元/个 | |
| 1个 | |
| 1 个 | |
| 自买家付款之日起3天内发货 | |
| SIEMENS |
键相器模块 MA-201J
键相器模块 MA-201J
键相器模块 MA-201J
-------------------------------------------------
厦门阿米控技术有限公司
侯典龙手机:18150117686
电话:0592-5856213
:2851195464
地址:厦门市思明区湖滨南路388号国贸大厦32楼D单元
-------------------------------------------------
****************************************************************************
多年来,阿米控一直从事制造商的PLC系统模块,工业备品和备件的销售。
在我们的库存中,您会找到零件。我们甚至可以采购已经被制造商停产很长时间并且不在生产的产品。我们很乐意为您提供帮助,以确保您的公司没有任何工厂和生产故障,而且价优!
****************************************************************************
Mitsubishi MELSEC A3ACPU-P21
Siemens 6ES5 308-3UC11 SINEC L2-DP 6ES5308-3UC11
Heidenhain ROD 1424.003-420
Kübler 8.5820.3H2D.0100.9005
Bosch SG-B0.007.070-13.010
MOELLER EBE 292.1-1
Siemens Simatic S7- 400 6ES7 407-0KA02-0AA0
E+H Endress + Hauser ZA 375
Siemens cpu 6ES7 313-6CF03-0AB0 6ES7313-6CF03-0AB0 CPU313C-2DP
Siemens Simatic S5 6FM1726-3CA00 WF726C
KEB F4 10.F4.C3D-3460 10.F4.C3D-3460/1.4
Antek A393
HAMEG INTERFACE H079-6
Faulhaber Minimotor SA 3556K BLI-1-1656
VIPA SSM-BG42
Mitsubishi Melsec-Q Q68ADI
Beckhoff AC Servomotor AM3031-0C00-0000
B&R CP Interface Modul CP474 7CP474.60-1
Siemens Simatic S7 6ES7 407-0RA02-0AA0 6ES7407-0RA02-0AA0
Rexroth Linearführung MNR:R005518747
Siemens CP 440 6ES7 440-1CS00-0YE0 6ES7440-1CS00-0YE0
Püschel Automatisierungssystem ZSG 8
IFM Electronic AC1365
Parker COMPAX 3 C3S025V2F11 I11 T30 M12
Siemens Simatic Net 6GK1100-2AB00
Danaher Dynapar H22-0010-0-3-2-0-03
Allen Bradley 1756-HSC/A
FFM fimotec fischer FR16
ABB SC690 3BHF000290R1001+ CI590 + 3BHF000959R1 3BSE005927R1
Siemens 6GK7343-1EX21-0XE0 CP343-1 6GK7 343-1EX21-0XE0
Faulhaber Minimotor SA 3564K024B
Siemens 6SE7090-0XX84-0BB0 6SE7098-0XX84-0BB0
SEW Eurodrive MFP22D/Z23D
PLC虽具有微机的许多特点,但它的工作方式却与微机有很大的不同。微机一般采用等待命令的工作方式,如常见的键盘扫描方式或I/O扫描方式,有键按下或I/O动作则转入相应的子程序无键按下则继续扫描。PLC则采用循环扫描工作方式,在PLC中,用户程序按先后顺序存放,如:
1 ![]() × × × ×
× × × ×
2 × × × ×
![]()
3 × × × ×
10 × × × ×
11 ED
CPU从条指令开始执行程序,直至遇到结束符后又返回条。如此周而复始不断循环。这种工作方式是在系统软件控制下,顺次扫描各输入点的状态,按用户程序进行运算处理,然后顺序向输出点发出相应的控制信号。整个工作过程可分为五个阶段:自诊断,与编程器等的通信,输入采样,用户程序执行,输出刷新,其工作过程框图如图所示:
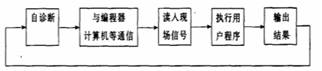
PLC工作过程框图
1)每次扫描用户程序之前,都先执行故障自诊断程序。自诊断内容为I/O部分、存储器、CPU等,发现异常停机显示出错。若自诊断正常,继续向下扫描。
2)PLC检查是否有与编程器和计算机的通信请求,若有则进行相应处理,如接收由编程器送来的程序、命令和各种数据,并把要显示的状态、数据、出错信息等发送给编程器进行显示。如果有与计算机等的通信请求,也在这段时间完成数据的接受和发送任务。
3)PLC的中央处理器对各个输入端进行扫描,将输人端的状态送到输入状态寄存器中,这就是输入采样阶段。
4)中央处理器CPU将指令逐条调出并执行,以对输人和原输出状态(这些状态统称为数据)进行“处理”,即按程序对数据进行逻辑、算术运算,再将正确的结果送到输出状态寄存器中,这就是程序执行阶段。
5)当所有的指令执行完毕时,集中把输出状态寄存器的状态通过输出部件转换成被控设备所能接受的电压或电流信号,以驱动被控设备,这就是输出刷新阶段。
PLC经过这五个阶段的工作过程,称为一个扫描周期。完成一个周期后,又重新执行上述过程,扫描周而复始地进行。扫描周期是PLC的重要指标之一,在不考虑第二个因素(与编程器等通信)时,扫描周期T为:
T=(读入一点时间×输入点数)+(运算速度×程序步数)+(输出一点时间×输出点数)十故障诊断时间
显然扫描时间主要取决于程序的长短,一般每秒钟可扫描数十次以上,这对于工业设备通常没有什么影响。但对控制时间要求较严格,响应速度要求快的系统,就应该的计算响应时间,细心编排程序,合理安排指令的顺序,以尽可能减少扫描周期造成的响应延时等不良影响。
PLC与继电接触器控制的重要区别之一就是工作方式不同。继电接触器控制是按“并行”方式工作的,也就是说是按同时执行的方式工作的,只要形成电流通路,就可能有几个继电器同时动作。而PLC是以反复扫描的式工作的,它是循环地连续逐条执行程序,任一时刻它只能执行一条指令,这就是说PLC是以“串行”方式工作的。这种串行工作方式可以避免继电接触器控制的触点竞争和时序失配问题。
总之,采用循环扫描的工作方式也是PLC区别于微机的大特点,使用者应特别注意。
FN2N PLC 的规格及组成
FN2N系列PLC有FN2N16、FN2N32、FN2N48、FN2N64、FN2N80 、FN2N128等, FN2N 32,主要由以下几个部分构成:
1、控制单元:设有与编程器,计算机的接口,与I/O扩展单元相连的扩展口,输入、输出端子、电源输入和输出端子,FN2N有16个输入点和16个输出点。
2、扩展单元。
3、智能单元。
4、链接单元。
5、编程工具:使用MELSOFT GX Developer编程软件。

产品中心
相关内容推荐
-
联系人林惠燕
-
联系电话18965423501
-
公司地址厦门市思明区湖滨南路388号32D之六